扬州铝合金管夹生产厂家
发布时间:2022-09-01 01:05:06
扬州铝合金管夹生产厂家
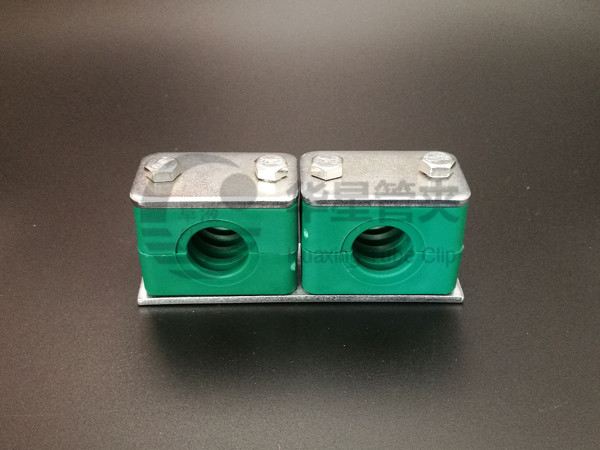
折叠装配时,导轨可焊接在高杆灯的基础上,或用螺丝固定,先安装管夹本体的下半部分,放入管夹本体固定,然后放入管夹本体的上半部分,用螺丝固定,通过防松盖板防止其旋转。 然后安装二个管夹,如上面管夹厂家说的。弯管的组装,在组装弯管时,应直接在弯管前后用连铸管夹固定。建议这样的支撑点应该是固定的位置。每个供应商须具有大的克注塑机,冲压机,数控机床,锻压机设备,家用塑料管夹入塑料提及,上,下板,螺丝和螺母,注射成型的塑料体,根据不同类型的出的顾客的需求,以流畅,塑料颗粒的外观选择拉伸,硬度,老化的程度须更强,上,下盖板由冲压机制造出来,然后再镀锌,使螺杆的数控机床做出来,然后镀锌,然后通过整合技术人员包装管夹。

扬州铝合金管夹生产厂家
它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。
扬州铝合金管夹生产厂家
法兰管件生产的工艺流程,首先,以弯头为例,若做长半径弯头,如用的管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。塑料管夹厂商选好原料后,按弯头规格下料,再考虑曲率半径,比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。把料进行热推制。推制机大家可能都看过,实际很简单。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的,大弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。

扬州铝合金管夹生产厂家
轻型管夹厂家半管夹套设备的计算,半管夹套相对于普通夹套,内筒的外压计算长度更短;相对来说内筒体要求的厚度更薄;由于半管尺寸较小可以避免夹套上类。对内筒介质加热或冷却要求不是很高时应用很广泛。于半管夹套有人要求,内筒的外压计算长度按半管的整个范围。这个要求是没有任何道理的,半管覆盖的只是一部分内筒并不是全部。相对来说半管覆盖筒体受力是接近平板的,所以不需要算内筒的外压。HG/T 20582的半管夹套设备只是计算了三种规格(60,89,114)的半管,且半管间距是有限制的。计算半管内的压力对内筒的轴向弯曲应力靠查图表。如果遇到其它半管的规格或者半管间距不在HG/T 20582的范围时,我们除了参考HG/T 20569外还可以参考PD5500。毕竟半管基本不上类,不归容规管辖。HG/T20569中有型钢夹套容器的强度计算。国内标准不做详细介绍。
扬州铝合金管夹生产厂家
u型管夹厂家:管件的划分和介绍,管件英文(Pipe fitting)是管道系统中起连接、控制、变向、分流、密封、支撑等作用的零部件的统称。钢制管件均为承压管件。根据加工工艺不同,分为四大类,即对焊类管件(分有焊缝和无焊缝两种)、承插焊和螺纹管件、法兰管件。常用分类,管件的种类很多,这里根据用途、连接、材料、加工方式分类。按用途分:1、用于管子互相连接的管件有:法兰、活接、管箍、夹箍、卡套、喉箍等2、改变管子方向的管件:弯头、弯管3、改变管子管径的管件:变径(异径管)、异径弯头、支管台、补强管4、增加管路分支的管件:三通、四通5、用于管路密封的管件:垫片、生料带、线麻,法兰盲板,管堵,盲板、封头、焊接堵头6、用于管路固定的管件:卡环、拖钩、吊环、支架、托架、管卡等。按连接分:1、焊接管件2、螺纹管件3、卡套管件4、卡箍管件5、承插管件6、粘接管件7、热熔管件8、曲弹双熔管件9、胶圈连接式管件