茂名u型管夹生产厂家
发布时间:2022-09-05 01:05:01
茂名u型管夹生产厂家
误区:无论是两片式管夹还是喉箍根据设计定义,都不适合硬管,特别是钢管之类的。流行趋势:前些年都以喉箍配普通接头扎软管方式较为流行,随着中外工业化程度不断深入与交流,渐渐使用两片式管夹来锁紧软管较为区域性推广,并开始全国普及。尤其:象中国铁建、工矿行业、盾构机行业、工况较高的管路系统慢慢在使用装地导轨上 ,导轨可焊在基础上,或用螺钉固定,随后将导轨螺母推入轨内,并转 90 度,将下半个管夹身嵌入螺母,放上需固定的管子,再放上上半个管管夹身和盖板,用螺钉固定。
茂名u型管夹生产厂家
铝合金管夹:铝合金管夹跟塑料管夹生产出来的基本大致相同,主要管夹体是用铝合金做出来的,那么选择的设备主要是用铝合金注金机打出来的。U型管夹:主要用的设备是锻压机、数控机床设备,首先要选择碳钢,进行在烤炉上烤到一定的程度用锻压机进行压弯为U型装,然后进行镀锌。变钢管夹:跟U型管夹做法一样。

茂名u型管夹生产厂家
在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是 8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。

茂名u型管夹生产厂家
法兰管件生产的工艺流程,首先,以弯头为例,若做长半径弯头,如用的管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。塑料管夹厂商选好原料后,按弯头规格下料,再考虑曲率半径,比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。把料进行热推制。推制机大家可能都看过,实际很简单。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的,大弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。

茂名u型管夹生产厂家
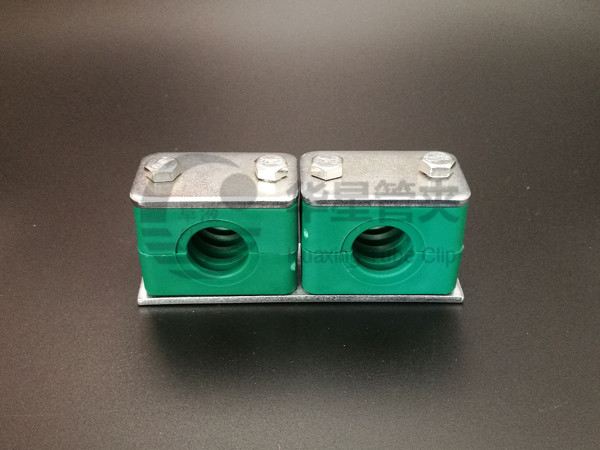
管夹厂家种类分析及制作过程介绍.在管道固定过程中需要用到不同种类的管夹,管夹的种类有很多,如塑料管夹、铝合金管夹、U型管夹、扁钢管夹、液压管夹等,不同种类的管夹适合不同负荷需求的管道使用,然而这些管夹又是怎样生产出来的呢,它们的生产流程又是怎样的呢,带您一起详细了解。塑料管夹:每个厂商需要拥有大克的注塑机,冲压机、数控机床、锻压机设备,首页塑料管夹分为塑料提、上下盖板、螺丝螺帽,塑料体根据客户需要的不同的型号来注塑出来,外表要光滑,选择的塑料粒子拉度、硬度、抗老化度需要强,上下盖板是通过冲压机做出来的,然后在镀锌,螺丝是用数控机床做出来的,然后进行镀锌,然后通过技术员工进行对管夹的整合包装。

茂名u型管夹生产厂家
B>喉箍:通常称之为美式喉箍、德式喉箍、欧式喉箍等,各国的标准不一样,所以叫法也不同。它们之间会有些细节上区分(这里不再赘述了,大同小异。视为同一种喉箍来介绍)。工作原理:依靠抽带式紧抱软管完成锁紧。主要用于壁厚较薄的胶管或水带扎紧接头。不适应厚壁软管。常与美式接头或宝塔接头联合使用,尾部有倒齿为宜,可增加摩擦系数。优点:成本低廉,简单锁紧式。缺点:易脱落、不耐高压、容易划伤软管、不可重复利用。2.选型:轻型管夹要求及压力工况,一般来讲。水带或薄壁软管可选用喉箍配美式接头或宝塔接头。厚壁软管(弹性值一定条件)可选用EN14420系列两片式管夹配欧标接头。